















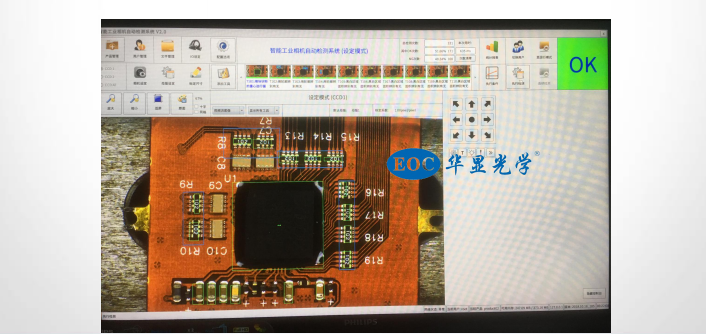
FPC自动位移检测方案
一、检测内容: l FPC外观检测,通过高清CCD图像成像对位,自动位移,人工检测;
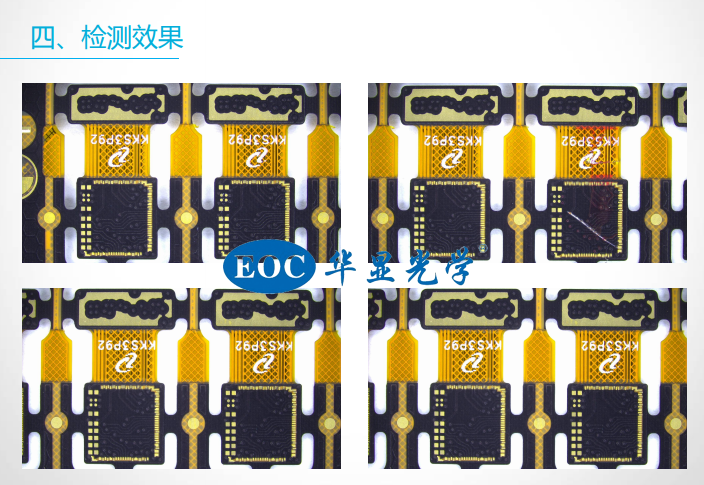
二、检测要求: l 能够清晰判断划痕,凸点,白点,异物,印刷字体缺陷等不良情况; l 平台具备自动位移,可编程记录移动轨迹;发现不良产品可暂停,并进行拍照存储;
三、系统硬件(主要配件) l 200万高清HDMI智能相机,无需PC,具备编程记录轨迹功能;带网口传输(选配) l 配置EOC光学镜头; l 电动位移平台,行程300*300; 可定制更大行程; l LED光源; l 21.5寸品牌显示器;
四、检测分析 产品 l 编辑软件,电动位移到所需检测位置; l 扫码,拍照存贮,以条码/二维码模式创建文件夹传输图片贮存。(选配) l 检测观察倍率10X-175X即可; l 组合型检测或单一型检测,可存贮编辑模式文件调取。
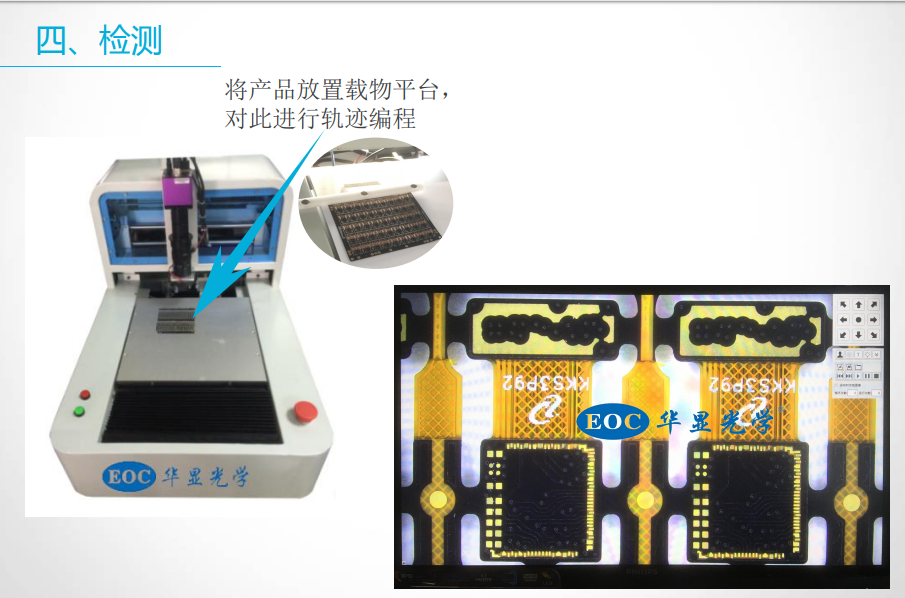
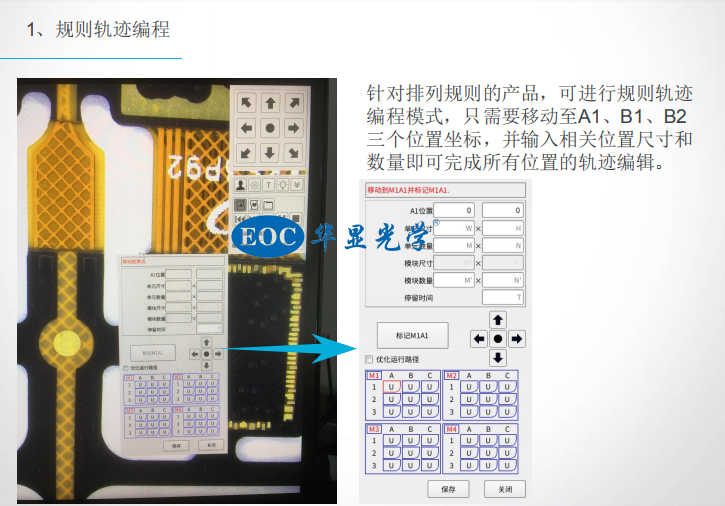

1. 人员将产品放置在移动平台,通过CCD成像,开始设置第一次移动轨迹。
软件编程-起点-移动(记录)-编程完成-存档
2. 完成编程后直接调用保存文档,进行实时移动观察。移动速度可设置快
慢。
3. 检测开始——操作人员按键操作——移动到下一步观察区域——直至检
测完成。
4. 操作人员检测时间预计1-2/ s。发现不良,按NG键直接默认保存图片。
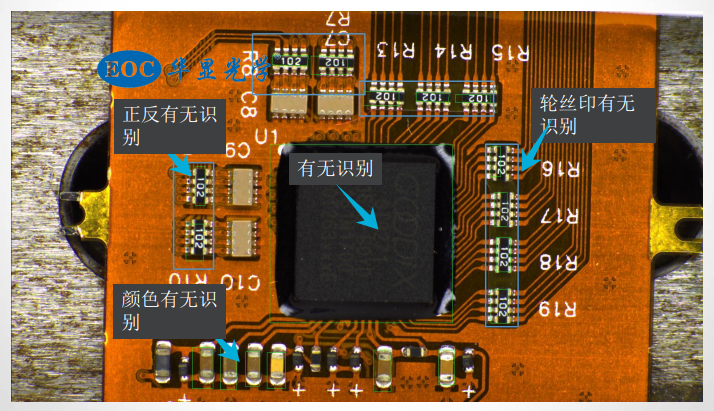
六、自动判断功能
针对有元器件的产品,可增加自动判断功能;可实现元件有无、损件、
错件、正反、丝印、尺寸、颜色等自动判断OK或NG,并可增加NG
报警停机、网络传输、扫码定位等功能

八、其他功能:
• 如有特殊非标准化功能要求,可评估后订制化开发
非标准要求友情提示:
一.目的要求
二.步骤,程序控制是一个比较严格的步骤程序,需要合理能实现的逻
辑关系,分步骤进行,先从哪开始,中间需要增添什么内容,到哪
结束,结束后需进行什么操作等。
三.因非标准化产品,涉及单价会有所提高,同时会根据要求做选择性
的功能,未能实现或不可实现的再行协商。周期也相应的会延长。
四.如非必要的功能,尽量选择标准化仪器。